玻璃制品在成形过程中,应使各主要阶段的工序和持续时间同玻璃液的流变性质及表面热性质协调一致。这样的工艺要求是由成形制度所决定的。在成形过程中,玻璃液的热传递过程影响着黏度。为使制品成形的时间尽可能地短,出模时又不致变形,表面也不产生裂纹等缺陷,就必须掌握和控制热传递过程。因此,在确定成形制度之前,应首先讨论玻璃在成形过程中的热传递。
玻璃的成形过程中,热量必然会通过介质转移到外界。对于无模成形的玻璃制品,如平板玻璃、玻璃管、玻璃纤维等,其冷却介质只有空气。利用模型成形的玻璃制品,如瓶罐、器皿等空心制品,其冷却介质为模型,而模型的冷却介质又是空气,情况较为复杂。
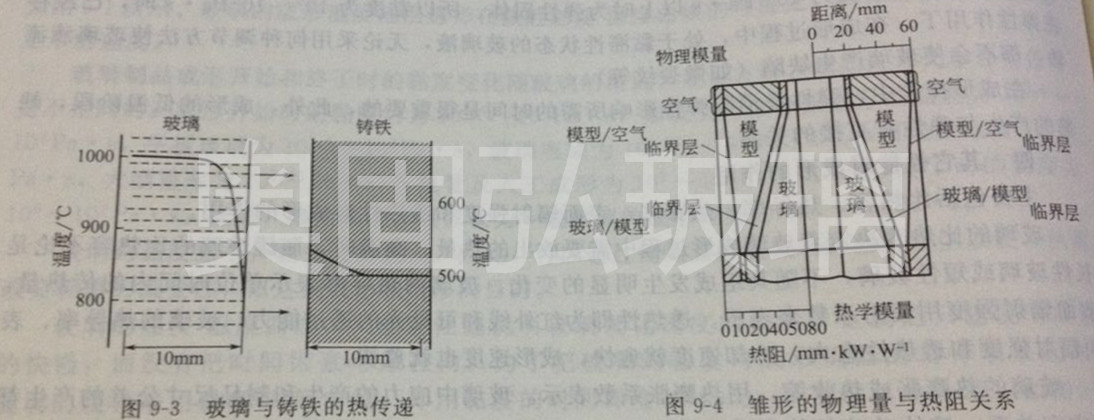
玻璃成形过程中的热传递,还应考虑玻璃与模型、模型与空气这两个临界层。上图所示为雏形的物理量与热阻的关系。玻璃的传热能力较差,因此玻璃内部的热量必须客服很大的热阻才能到达雏形的表面。当热流到达玻璃与模型的临界层,也就会受到相当大的阻抗。在模型中,热流比较容易向模型外壁流动,但当到达模型与空气的临界层时,又会遇到阻抗。由于变化复杂,这两个临界层的热阻很难列出公式。由图可知,玻璃的热阻大,模型的热阻小,玻璃与金属的临界层热阻相当大。
实际上,玻璃液与模型内表面接触时,由于骤冷产生的体积收缩,使得玻璃制品具有脱离模型的倾向。同时由于重热的作用,玻璃制品表面软化膨胀,又与模型接触,再次出现热传递。因此从玻璃制品表面经模型的热传递,可能是冷却与重热反复的进行。这种热传递随时间而衰减。
在压制成形时玻璃液和模型的接触较好,其临界层热阻的增量比吹制成形时热阻的增量小。由于玻璃液和模型的温度大,不论是压制或吹制,在制品成形开始时模型的热阻都很小,亦即热流的传递在成形开始时是很大的,因此,大量的热量是从玻璃表面层移去。同时,由于玻璃的热传导能力差,玻璃内部的热量不能很快传递至表面,使得制品表面迅速冷却。当冷却进行得过快时,就会在玻璃表面层中产生张应力,这就是制品出现裂纹和破裂的原因。
热量从玻璃传递到模型的过程受到几个因素的影响。最重要的是玻璃的表面温度、模型内表面的温度以及玻璃与模型间的热阻。对于玻璃而言,这种热阻是玻璃的表面黏度和成形过程中将玻璃压向模型的有效压力的函数。对模型而言,这种热阻可看作是模型表面粗糙度和淀积物的函数。当玻璃和模型紧密接触时,热阻可以视为零。这时所传递的总热量Q与接触面积和接触时间的平方根之积成正比。
Q=KA√t
式中:A---接触面积
t---接触时间
K---比例常数
Q---传递的热量,是t1/2的函数
在实际生产中,玻璃与模型几乎难以达到一种完善的接触。由于成形模型接触面积大,而且在成形模中已过渡到定形阶段,因此,为了得最大的生产速度,必须牺牲雏形模时间,而延长成形模时间。
在玻璃制品成形时,边角的热传递也很重要。因为任何一个热物体以小角度暴露在一冷物体的大角度下时,都会受到过强的冷却。
吹-吹法成形时,在雏形吹制之前,紧靠装料线下方有一圈冷玻璃,这部分玻璃在吹制雏形时不再消失,从而形成扑气箍。模型的接缝点在没有其他因素影响时有变冷的倾向,从而引起玻璃的不均匀降温。因此,在采用吹-吹法时,倒吹气开始得越早越好。采用压-吹法时,适用整体的雏形模,可使温度分布均匀。
24小时客服热线:18820116619 (胡先生) QQ :18820116619