高温玻璃的生产工艺--热弯原理
作者:奥固鸿已有:N多人关注
利用玻璃的热塑性,将玻璃加热至玻璃化温度以上50℃左右,施以外力,使玻璃弯曲变形成所需的形状,而后经过退火、冷却,制成成品的过程称为玻璃的弯曲。
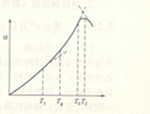
在研究玻璃的热学特性时,通过玻璃的膨胀系数测定实验,可以得到如图的曲型膨胀曲线。
在图中温度T1(玻璃应变点或玻璃退火温度下限,η=1013.6Pa·s)以前,玻璃处于弹性膨胀阶段,玻璃在加热或冷却过程中只发生微米级不可恢复的变形,一般仍认为是弹性变形。T1~Tg(热膨胀退火温度、软化温度或脆性温度,η=1012Pa·s)之间,玻璃处在塑弹性阶段;Tg~Tf(热膨胀软化温度η=1010Pa·s)之间,玻璃处在塑性变形阶段。尤其是Td(热膨胀开始变形温度η=1010Pa·s)~Tf之间,在这一阶段玻璃的变形是不可恢复的。利用玻璃的这一特点,将平板玻璃切割成要求曲面的平面展开形状尺寸,并放在特定形状的模具上,玻璃加热至Td~Tf温度范围,依靠重力或外加力于玻璃板上,使其变形至要求的形状。随后将玻璃按照玻璃退火工艺曲线将至室温。
玻璃的热弯生产过程分连续式和间歇式两种。视生产量和具体工艺要求而定。
连续式一般采用隧道窑的形式。玻璃放置在带有行走机构的模具上,依次经过预热区段、成形区段、退火区段、冷却区段、取片区段。每一区段依据玻璃热性能的不同,设置不同的温度制度和保持时间。温度制度和保持时间可以通过实验或相近玻璃的热弯经验来确定。对于常用的浮法玻璃的热弯,一般采用下表所示的工艺制度进行生产。
| 区段 |
放片 |
预热 |
成形 |
退火 |
冷却区 |
取片 |
| 温度/℃ |
<50 |
<600 |
700~750 |
540~570 |
<500 |
<70 |
间歇式一般采用一加热、两冷却的双工位玻璃热弯炉。工艺过程遵从浮法玻璃热弯工艺制度。在玻璃热弯工艺出现的早期,曾经采用单窑间歇生产方式。将切割好的一批半成品玻璃片(最多10片)叠放在模具上,片与片之间洒上隔离剂,置入窑中,封闭窑门,将玻璃从室温升温至热弯温度后,停止加热,玻璃随炉一同冷却(兼作退火)至室温。每生产周期大约需要24h。这种形式的生产工艺,由于产量小,玻璃表面质量较差(多有表面麻点,上下间隔较远的玻璃形状吻合度差),已较少使用。
高温玻璃的加工热弯设备按照加热方式的不同,有电热弯炉、明焰热弯炉、隔焰热弯炉。按照制品生产过程中运动方式不同,又可分为间歇式和连续式两种类型。
24小时客服热线:18820116619 (胡先生) QQ :18820116619
相关热词搜索:热弯 高温 原理
上一篇:高温玻璃的主要物化性质—热学性质
下一篇:工业玻璃加工之工艺镀膜